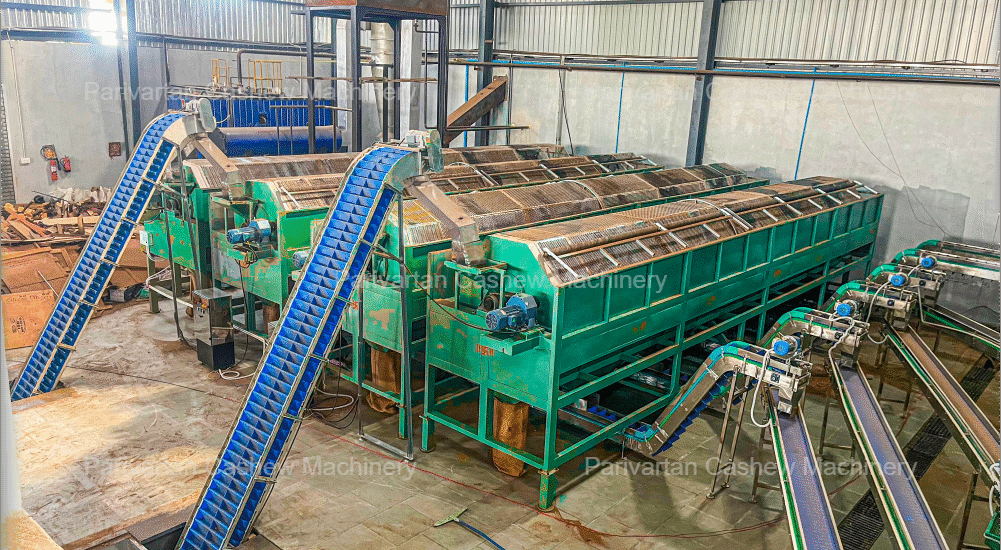
Grading is one of the most important stages in cashew nut processing, playing a vital role in determining the quality, value, and marketability of the final product. Cashew nut grading involves separating the kernels based on size, weight, and appearance to meet specific buyer or export standards.
Traditionally, this process was done manually, which was time-consuming and prone to errors. Today, modern processors are switching to automated solutions like the cashew grader machine to improve accuracy and efficiency. These machines sort cashew kernels into different grades such as W180, W240, W320, splits, and pieces—each with its specific market demand and price point.
Using a cashew grader machine ensures uniformity, reduces human error, and helps maintain a consistent quality standard. For exporters, it means meeting global requirements with ease. For domestic processors, it helps maximize returns by correctly categorizing high-value kernels.
Moreover, accurate grading improves the presentation and packaging of the final product, which further enhances brand reputation and customer satisfaction. It also enables better inventory management, allowing businesses to price and sell each grade accordingly.
In short, cashew nut grading is not just a step in the process—it’s a strategic advantage. By integrating advanced grading solutions into your cashew nut processing plant, you can ensure higher efficiency, improved quality, and increased profitability.
Read Also: How a Cashew Processing Plant Boosts Efficiency and Profitability